
冲压件和模具的ATOS光学三维扫描数字化检测
近期在行业内诸如ATOS三维扫描仪传感器被越来越多的应用于冲压件或冲压模具的检测。对传统CAD/CAM良好的接入性使这样的数字化系统成为复杂工序链的一部分。这些工序链主要集中在优化产品和生产工艺的研发以及提高产品质量。使用光学数字化系统大大降低了产品的研发周期,同时提高了产品质量。相较于触觉式3D量测系统,使用光学系统完成工件尤其对于拥有复杂外形的工件的量测拥有巨大的优势。
以下内容主要关注在汽车制造业各种生产应用中钣金件标称/实际资料的比对以达到分析和检验的目的:
介绍
ATOS光学三维扫描服务,扫描完整的产品外形。该技术主要应用于汽车制造业的逆向工程,分析和质量控制:
- 首件检测
- 装配控制
- 模具制造和优化
- 生产监控
- 引入部件的检测
新的技术的主要优点是:
- 完整产品的3D与CAD数据全覆盖和可视化的比对
- 相较三坐标等传统的接触式量测系统更快速的量测过程
- 超过使用需求的高分辨率和精度
- 系统的可移动性允许在不同的地方对产品进行量测
在未来对于缩短产品及产品开发周期和生产监控的反馈时间的改善上该技术的重要性将进一步增加。
光学3D数字化原理:
ATOS系统的原理是三角测距:传感器单元会投射不同条纹模式到物体表面以供量测,然后使用两个摄像头观察,如图1。基于光学转换程式,计算机自动计算每个高精度相机像素的3D坐标。根据相机的分辨率,单笔量测会得到超过400万以上的表面点。

条纹投影和三角测距
投影单元和摄像头集成到紧凑的ATOS测头上。系统的几何配置和光学参数畸变使用投影测量方式校正。之后使用者可以将测头放置在被检物体的前面而不需要额外的操作技术,
为了对整个产品进行扫描,需要从各个角度进行量测,通过参考点自动的转换到一个坐标系中。使用者可以在屏幕上观察整个扫描过程,每个产品扫描后得到一个完整的3D模型。数字化过程的最后,对产品进行处理得到高分辨率的三角网格。一般来讲,对网格进行处理是为了减少数据量。此外,显示钣金件的特征孔和边界线,如图3。
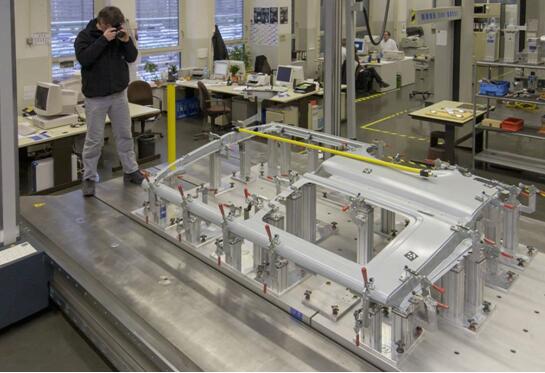
对于比车身更大的产品、侧板或者更大的成型工具,直接将标签点贴在产品上。在扫描前,这些参考点通过TRITOP摄影测量系统收集。为此,需要使用单反相机从各个视角进行记录,图4。TRITOP可以收集几乎任何大小物体的参考点资料。对于4米的物体,3D扫描的精度约为0.1mm。

冲压件3D数字化的验证
使用ATOS三维量测系统对冲压件进行分析和检查给产品和生产过程的优化提供一个重要的可能,特别是对汽车工业及其供应商。
首先,钣金件的扫描如第二节所述。然后量测的数据对齐到CAD模型上。一般来说,这个对齐基于特征点像圆形孔、槽孔、边缘或表面区域上的点,这个规则由RPS系统给出(参考点系统)。这些点取自产品图纸或者直接从CAD文件中得到。
对齐后,与标称外形对比计算得到单点偏差。由于量测点密度非常高,偏差可以使用色区显示,图6。这个表明允许对产品进行快速准确的分析。
除了反应表面状况,还可以显示孔位、槽孔、边界线等。空间中与标称的偏差可以显示成标签,图7。比较标称和实际值遵照的偏差值是指定的。为了量测数据完整的描述物体的状况,可以在任意位置创建横截面与标称数据比较。
对于重复的量测任务和量测大量相同或相似的产品,越来越多的需要自动化的量测程序和结果评估。在这些应用里,ATOS控制单元提供了工业机器人和旋转台。很容易将ATOS测量头安装在机器人上。
量测产品时机器人需要手动摆到不同的视角。ATOS软件中方便的交互可以记录机器人的位置并保存到各自的量测程序中。不需要任何进一步的互动,程序可以运行任意的次数。
一个容易使用的宏记录器可以自动评估量测结果。使用这个宏记录器,对齐、量测时间表的定义、量测报告的制作和评估都会被记录以供重复量测使用。
模具的3D数字化
对于模具,使用ATOS数字化可以做很多工作,铸造毛坯的检测、试模的检测、通过量测数据的复制模。
3D量测毛坯优化研磨策略
大型钣金模具的形成主要是由特质的铸造毛坯制作。铸造毛坯尺寸是超大的是为了补偿模具和铸造技术的公差。此外,模具有用的部分必须进行补偿处理,模具的有效部位如需要的外
形和冲压的表面形状需要进行铣削、磨削和抛光。
光学设备捕捉铸造模具的真实形状,允许快速和完整的补偿控制。使用特殊的镜头,ATOS测量头调整到一个非常大的量测范围,大约为2×2m。在半个小时内,通过几个不同方向的量测就可以得到铸造模具完整的数字化外形,见图10。
使用大量测范围的ATOS系统对铸造模具进行快速检测。
量测数据可以直接通过STL(三角网格)数据直接加载到CAM系统如TEBIS或WorkNC等。基于数字化的资料,首先检查补偿,然后使用最少处理时间对模具进行最佳校准。此外,基于模具实际的外形,计算提供最佳切削条件下所需形状的最佳铣削路径,图11。由于产品的外形是可用的完整的数字化集,现代铣削程序可以执行一个完整的碰撞计算。确保模具安全、有效、没有任何中断或断刀的加工,即使没有人为监督。
试模的3D量测
依照CAD数据通过模具制造冲压钣金件,大多数情况下不会遵守指定数据的路径,虽然深处的走刀路径经过提前的模拟。因此,这些模具需要进行手动修改(试模),致使实际上经过试模过程的模具与CAD数据相异。
使用光学数字化仪器,修改的区域可以通过标称/实际数据的比较识别,图12。相关修改区域表面重建提供CAD更新到实际外形的模具。因此举例来说,在模具缺少的情况下如果有需要,替代的模具将没有时间生产。
通过3D量测数据铣削
对于简单的复制一个模具或区域修改,数字化的资料也可以不经过表面重建作为STL数据导入到CAM系统。ATOS系统得到的高精度数据允许通过三角网格直接铣削来正常完成工作。
在钣金件产品和生产流程的发展过程中使用ATOS量测系统的光学数字化扫描是先进工艺链的一部分。通过时间、成本和质量的优化,从而增加企业的竞争力。在未来,由于进一步集成流程和强大的数据处理的实用性,这种量测技术将越来越多的应用于自动化检测任务。
马路科技成立于1996年,是世界第一家提出3D打印与3D扫描整合方案技术顾问公司,运用最尖端的创新技术,助力客户成功。业务领域涵盖3D扫描、3D打印,逆向工程,三维建模,3D量测,3D设计与制造服务。拥有完整的3D产品解决方案,在上海,北京,成都,深圳,东莞,昆山等地设立3D服务中心,为各个领域的企业提供在地化的技术服务与支持。
北京、上海、昆山、宁波、东莞、深圳、佛山、成都

 苏公网安备 32058302001619号
苏公网安备 32058302001619号